
.png)

品中心.png)

于我們.png)
預(yù)防和減少焊接變形的方法必須考慮焊接工藝設(shè)計(jì)以及在焊接時(shí)克服冷熱循環(huán)的變化。收縮無法消除,但可以控制。
一、減少收縮變形的途徑
1、勿過量焊接
越多的金屬填充在焊接點(diǎn)會(huì)產(chǎn)生較大的變形力。正確制定焊縫尺寸,不僅能得到較小的焊接變形,還可節(jié)省焊材和時(shí)間。填充焊縫的焊接金屬量應(yīng)最小,焊縫應(yīng)呈平坦或微凸形,過量的焊接金屬不會(huì)增加強(qiáng)度。反而會(huì)增加收縮力,增加焊接變形。
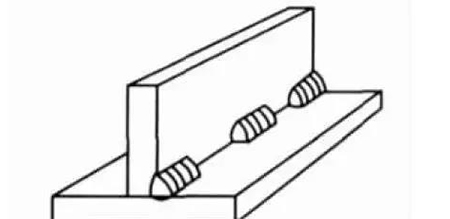
2、間斷焊縫
另一種減少焊縫填充量的途徑是較多地采用間斷焊接。如焊接加強(qiáng)板,間斷焊接可減少75%的焊縫填充量,同時(shí)也能保證所需強(qiáng)度。
3、減少焊道
采用粗焊絲、少焊道焊接比采用細(xì)焊絲、多焊道焊接變形小。多焊道時(shí)每一焊道引起的收縮累計(jì)增加了焊縫總的收縮。由圖可知,少焊道、粗焊條焊接工藝比多焊道、細(xì)焊條焊接的工藝效果更好。

注意:采用粗焊絲、少焊道焊接或細(xì)焊絲、多焊道焊接工藝依據(jù)材質(zhì)而定,一般低碳鋼、16Mn 等材質(zhì)適用粗焊絲、少焊道焊接,不銹鋼、高碳鋼等材質(zhì)適用細(xì)焊絲、多焊道焊接
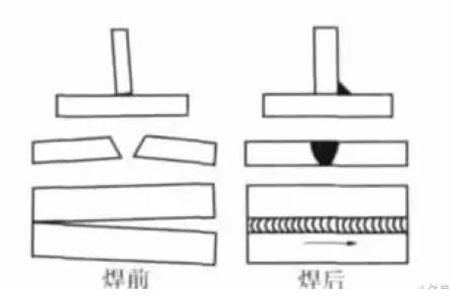
4、反變形技術(shù)
焊接前使零件預(yù)先向焊接變形的相反方向彎曲或傾斜放置(仰焊或立焊除外),。反變形的預(yù)置量需經(jīng)過試驗(yàn)確定。預(yù)彎、預(yù)置或預(yù)拱焊接零件是利用反向機(jī)械力,抵消焊接應(yīng)力的一種簡單方法。當(dāng)工件預(yù)置時(shí),產(chǎn)生使工件與焊縫收縮應(yīng)力相反的變形。焊前的預(yù)置變形與焊后變形相互抵消,使焊接工件成為理想平面。
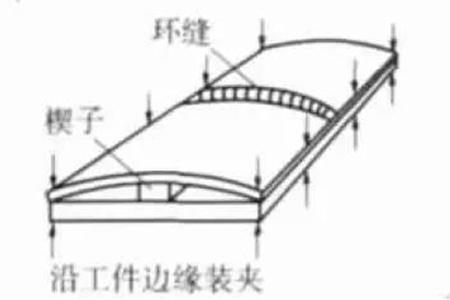
另一個(gè)常用的平衡收縮力的方法是將同樣的焊接工件相對放置,并將其夾緊。預(yù)彎也可采用此種方法,在夾緊前,將楔子放置在工件的適當(dāng)位置。
特殊的重型焊接工件由于自身剛性或零件相互位置能產(chǎn)生所需的平衡力,如沒有產(chǎn)生這些平衡力,就需利用其他方法來平衡焊接材料的收縮力,以達(dá)到相互抵消的目的。平衡力可以是其他收縮力、利用工裝夾具形成機(jī)械約束力、部件裝焊順序排列的約束力、重力形成的約束力。
5、焊接順序
根據(jù)工件的結(jié)構(gòu)形式確定合理的組裝順序,使工件結(jié)構(gòu)在同一位置收縮。在工件中和軸處開雙面坡口,采用多層焊接,并確定雙面焊接順序。在角焊縫中采用間斷焊接,第1 道焊接中的收縮由第2 道焊接中的收縮平衡。工裝夾具可在所需的位置固定工件,增加剛性,減小焊接變形。這一方式廣泛用于小工件或小型組件的焊接,由于增大了焊接應(yīng)力,只適用于塑性較好的低碳鋼結(jié)構(gòu)。
6、焊后去除收縮力
敲擊是抵消焊縫收縮力的一種方法,如同焊縫冷卻。敲擊將使焊縫延伸,變得更薄,從而消除應(yīng)力(彈性變形)。但是,使用這種方法必須注意,焊縫根部不能敲擊,敲擊時(shí)可能產(chǎn)生裂紋。通常,敲擊也不能用在蓋面焊道上。
因?yàn)椋w面層可能有焊縫裂紋,影響焊縫檢測,產(chǎn)生硬化效果。所以,技術(shù)的利用是有限的,甚至有實(shí)例要求在焊道敲擊中僅在多層焊道內(nèi)(打底焊和蓋面焊除外)敲擊以解決變形或裂紋問題。熱處理也是去除收縮力的方法之一,控制工件的高溫和冷卻;有時(shí)同樣工件背靠背夾裝、焊接,以這種校直條件來消除應(yīng)力,使工件殘余應(yīng)力最小。
6、減少焊接時(shí)間
焊接時(shí)產(chǎn)生受熱和冷卻,傳輸熱量時(shí)也需要時(shí)間。因此,時(shí)間因素也影響變形。通常,希望體積大的工件受熱膨脹之前,焊接盡快完成。焊接工藝,如焊條的類型和尺寸、焊接電流、焊接速度等影響焊接工件收縮和變形的程度。機(jī)械化焊接設(shè)備的使用減少了焊接時(shí)間和受熱引起的變形量。
二、減少焊接變形的其他方法
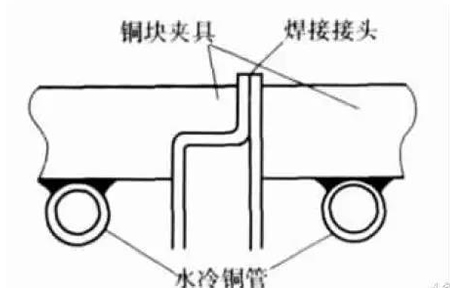
1、水冷塊
很多技術(shù)都可用來控制特殊焊接工件的焊接變形。例如,在薄板焊接中,采用水冷塊可帶走焊接工件的熱量。采用銅焊或錫焊將銅管焊接到銅制夾具,通過水管進(jìn)行循環(huán)冷卻,以減少焊接變形。
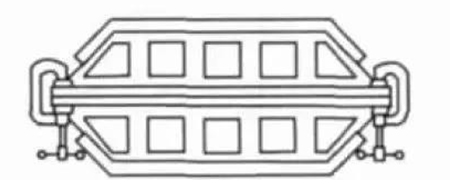
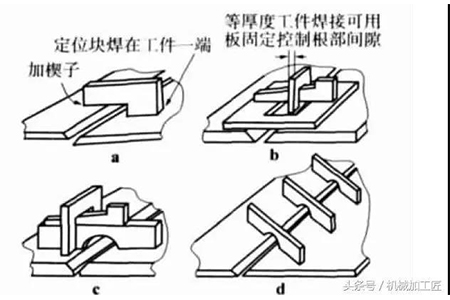
2、楔形塊定位板
“定位板”是鋼板對焊時(shí)的一種有效控制焊接變形的技術(shù),如圖 所示。定位板的一端焊在工件的一塊板上,另一端將楔形塊楔入壓板,甚至可采用多個(gè)定位板排列,以保持焊接時(shí)對焊接鋼板的定位、固定。
3、消除熱應(yīng)力
除特殊情況外,采用加熱來消除應(yīng)力不是正確的方法,應(yīng)在工件焊接完成前進(jìn)行預(yù)防或減少焊接變形。
三、結(jié)論
為了減少焊接變形和殘余應(yīng)力的影響,設(shè)計(jì)和焊裝工件時(shí)應(yīng)注意以下幾點(diǎn):
(1)不進(jìn)行過量焊接;(2)控制好工件的定位;(3)盡可能采用間斷焊接,但應(yīng)滿足設(shè)計(jì)要求;(4)盡可能采用小的焊腳尺寸;(5)對于開坡口焊接,應(yīng)使接頭的焊接量最小,并考慮雙邊坡口替代單邊坡口接頭;(6)盡可能采用多層多焊道焊替代單層雙邊焊交替焊接。在工件中和軸處開雙面坡口焊接,采用多層焊,并確定雙面焊接順序;(7)采用多層少焊道焊接;(8)采用低熱輸入焊接工藝,意味著較高的熔敷率和較快的焊接速度;(9)采用變位機(jī)使工件處于船形焊位置。船形焊位置可使用大直徑的焊絲和高熔敷率的焊接工藝;(10)盡可能在工件的中和軸設(shè)置焊縫,并對稱施焊;(11) 盡可能地通過焊接順序和焊接定位使焊接熱量均勻擴(kuò)散;(12)向工件的無約束方向焊接;(13)使用夾具、工裝和定位板進(jìn)行調(diào)整、定位。(14)向收縮的相反方向預(yù)彎工件或預(yù)置焊縫接頭。(15)按序列分件焊裝和總焊裝,可使焊接圍繞中和軸一直保持平衡。