





一、簡述
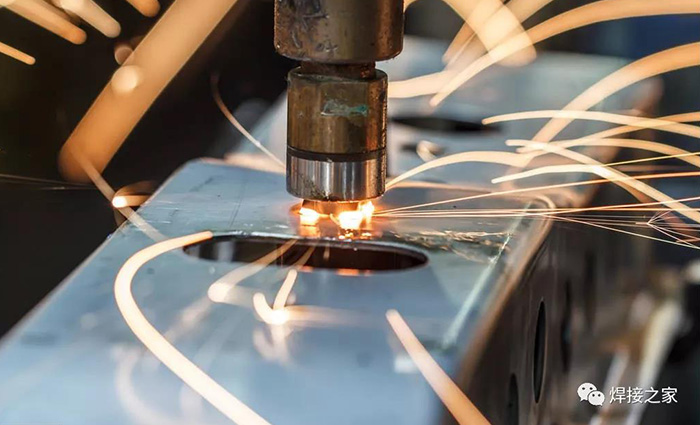
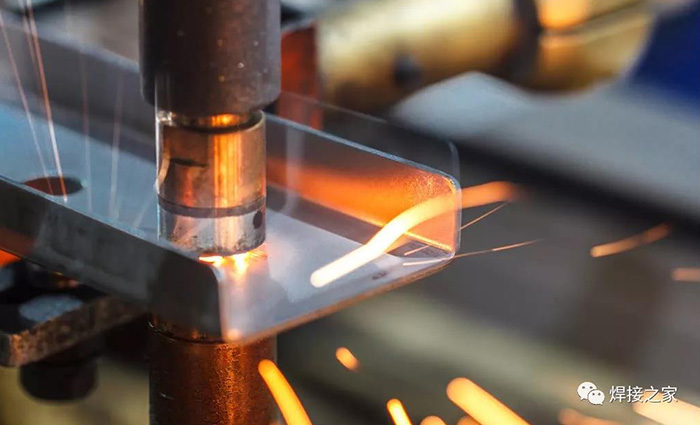
點焊是焊件裝配成搭接接頭,并壓緊在兩電極之間,利用電阻熱熔化母材金屬,形成焊點的電阻焊方法。
點焊主要應用在以下幾個方面:
1.薄板沖壓件搭接,如汽車駕駛室、車廂、收割機魚鱗篩片等。
2.薄板與型鋼構槊和蒙皮結構,如車廂側墻和頂棚、拖車廂板、聯合收割機漏斗等。
3.篩網和空間構架及交叉鋼筋等。

二、特點
點焊時焊件成搭接接頭并壓緊在兩電極之間,其主要特點如下:
1.點焊時對連接區的加熱時間很短,焊接速度快。
2.點焊只消耗電能,不需要填充材料或焊劑、氣體等。
3.點焊質量主要由點焊機保證。操作簡單,機械化、自動化程度高,生產率高。
4.勞動強度低,勞動條件好。
5.由于焊接通電是在很短時間內完成的,需要用大電流以及施加壓力,所以過程的程序控制較復雜,焊機電容量大,設備的價格較高。
6.對焊點進行無損探傷較困難
三、操作過程
焊接前要將工件表面清理干凈,常用的清除療法是酸洗清除,即先在加熱的濃度為10%的硫酸中酸洗,然后在熱水中洗凈。具體焊接過程如下:
(1)將工件接頭送入點焊機的上、下電極之間并夾緊;
(2)通電,使兩個工件的接觸表而受熱,局部熔化,形成熔核;
(3)斷電后保持壓力,使熔核在壓力作用下冷卻凝固,形成焊點;
(4)去除壓力,取出工件。
四、影響因素
焊接質量的主要影響因素有焊接電流和通電時間、電極壓力及分流等。
1.焊接電流和通電時間
根據焊接電流大小和通電時間長短,點焊可分為硬規范和軟規范兩種。在較短時間內通以大電流的規范稱為硬規范,它具有生產率高、電極壽命長、焊件變形小等優點,適合焊接導熱性能較好的金屬。在較長時間內通以較小電流的規范稱為軟規范,其生產率較低,適合焊接有淬硬傾向的金屬。
2.電極壓力
點焊時,通過電極施加在焊件上的壓力稱為電極壓力。電極壓力應選擇適當,壓力大時,可消除熔核凝固時可能產生的縮松、縮孔,但接制i電阻和電流密度減小,導致焊件加熱不足,焊點熔核直徑減小,焊點強度下降。電極壓力的大小可根據下列因素選定:
(1)焊件的材質。材料的高溫強度越高.所需的電極壓力越大。因此焊接不銹鋼和耐熱鋼時,應選用比焊接低碳鋼大的電極壓力。
(2)焊接參數。焊接規范越硬,電極壓力越大。

3.分流
點焊時,從焊接主回路以外流過的電流稱為分流。分流使流經焊接區的電流減小,致使加熱不足,造成焊點強度顯著下降,影響焊接質量。影響分流程度的因素主要有下列幾方面:
(1)焊件厚度和焊點間距。隨著焊點間距的增加,分流電阻增大,分流程度減小。當采用30~50mm的常規點距時,分流電流占總電流的25%~40%,并且隨著焊件厚度的減小,分流程度也隨之減小。
(2)焊件表面狀況。當焊件表面存在氧化物或臟物時,兩焊件間的接觸電阻增大,通過焊接區的電流減小即分流程度增大,可對工件進行酸洗、噴砂或打磨處理。

五、安全注意事項
(1)焊機的腳踏開關應有牢固的防護罩,防止意外開動。
(2)作業點應設有防止工作火花飛濺的擋板。
(3)施焊時焊工應帶平光防護眼鏡。
(4)焊機放置的場所應保持干燥,地面應鋪防滑板。
(5)焊接工作結束后應切斷電源,冷卻水開關應延長10s再關閉,在氣溫低時還應排除水路中的積水,防止凍結。