
.png)

品中心.png)

于我們.png)
鋁合金的焊接方法很多,各種方法有其不同的應(yīng)用場合。除了傳統(tǒng)的熔焊、電阻焊、氣焊方法外,其他一些焊接方法(如等離子弧焊、電子束焊、真空擴(kuò)散焊等)也可以容易地將鋁合金焊接在一起。
鋁合金常用焊接方法的特點(diǎn)及適用范圍見表1。應(yīng)根據(jù)鋁及鋁合金的牌號、焊件厚度、產(chǎn)品結(jié)構(gòu)以及對焊接性的要求等選擇。

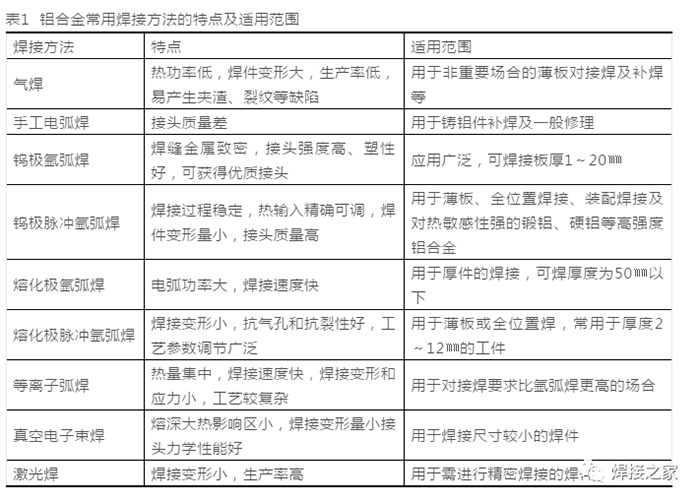
(1)氣焊
氧-乙炔氣焊火焰的熱功率低,熱量較分散,因此焊件變形大、生產(chǎn)率低。用氣焊焊接較厚的鋁焊件時需預(yù)熱,焊后的焊縫金屬不但晶粒粗大、組織疏松,而且容易產(chǎn)生氧化鋁夾雜、氣孔及裂縫等缺陷。這種方法只用于厚度范圍在0.5~10㎜的不重要鋁結(jié)構(gòu)件和鑄件的焊補(bǔ)上。
(2)鎢極氬弧焊
這種方法是在氬氣保護(hù)下施焊,熱量比較集中,電弧燃燒穩(wěn)定,焊縫金屬致密,焊接接頭的強(qiáng)度和塑性高,在工業(yè)中獲得起來越廣泛的應(yīng)用。鎢極氬弧焊用于鋁合金是一種較完善的焊接方法,但鎢極氬弧焊設(shè)備較復(fù)雜,不宜在室外露天條件下操作。

(3)熔化極氬弧焊
自動、半自動熔化極氬弧焊的電弧功率大,熱量集中,熱量影響區(qū)小,生產(chǎn)效率比手工鎢極氬弧焊可提高2~3倍。可以焊接厚度在50㎜以下的純鋁及鋁合金板。例如,焊接厚度30㎜的鋁板不必預(yù)熱,只焊接正、反兩層就可獲得表面光滑、質(zhì)量優(yōu)良的焊縫。半自動熔化極氬弧焊適用于定位焊縫、斷續(xù)的短焊縫及結(jié)構(gòu)形狀不規(guī)則的焊件,用半自動氬弧焊焊炬可方便靈活地進(jìn)行焊接,但半自動焊的焊絲直徑較細(xì),焊縫的氣孔敏感性較大。
(4)脈沖氬弧焊
1)鎢極脈沖氬弧焊
用這種方法可明顯改善小電流焊接過程的穩(wěn)定性,便于通過調(diào)節(jié)各種工藝參數(shù)來控制電弧功率和焊縫成形。焊件變形小、熱影響區(qū)小,特別適用于薄板、全位置焊接等場合以及對熱敏感性強(qiáng)的鍛鋁、硬鋁、超硬鋁等的焊接。
2)熔化極脈沖氬弧焊
可采用的平均焊接電流小,參數(shù)調(diào)節(jié)范圍大,焊件的變形及熱影響區(qū)小,生產(chǎn)率高,抗氣孔及抗裂性好,適用于厚度在2~10㎜鋁合金薄板的全位置焊接。
(5)電阻點(diǎn)焊、縫焊
可用來焊接厚度在4㎜以下的鋁合金薄板。對于質(zhì)量要求較高的產(chǎn)品可采用直流沖擊波點(diǎn)焊、縫焊機(jī)焊接。焊接時需要用較復(fù)雜的設(shè)備,焊接電流大、生產(chǎn)率較高,特別適用于大批量生產(chǎn)的零、部件。
(6)攪拌摩擦焊
攪拌摩擦焊是一種可用于各種合金板焊接的固態(tài)連接技術(shù)。與傳統(tǒng)熔焊方法相比,攪拌摩擦焊無飛濺、無煙塵,不需要添加焊絲和保護(hù)氣體,接頭無氣孔、裂紋。與普通摩擦相比,它不受軸類零件的限制,可焊接直焊縫。這種焊接方法還有一系列其它優(yōu)點(diǎn),如接頭的力學(xué)性能好、節(jié)能、無污染、焊前準(zhǔn)備要求低等。由于鋁及鋁合金熔點(diǎn)低,更適于采用攪拌摩擦焊。

鋁用焊接材料
(1)焊絲
采用氣焊、鎢極氬弧焊等焊接鋁合金時,需要加填充焊絲。鋁及鋁合金焊絲分為同質(zhì)焊絲和異質(zhì)焊絲兩大類。為了得到良好的焊接接頭,應(yīng)從焊接構(gòu)件使用要求考慮,選擇適合于母材的焊絲作為填充材料。

選擇焊絲首先要考慮焊縫成分要求,還要考慮產(chǎn)品的力學(xué)性能、耐蝕性能,結(jié)構(gòu)的剛性、顏色及抗裂性等。選擇熔化溫度低于母材的填充金屬,可大大減小熱影響區(qū)的晶間裂紋傾向。對于非熱處理合金的焊接接頭強(qiáng)度,按1000系、4000系、5000系的次序增大。
含鎂3%以上的5000系的焊絲,應(yīng)避免在使用溫度65℃以上的結(jié)構(gòu)中采用,因?yàn)檫@些合金對應(yīng)力腐蝕裂紋很敏感,在上述溫度和腐蝕環(huán)境中會發(fā)生應(yīng)力腐蝕龜裂。用合金含量高于母材的焊絲作為填充金屬,通常可防止焊縫金屬的裂紋傾向。
目前,鋁合金常用的焊絲大多是與基體金屬成分相近的標(biāo)準(zhǔn)牌號焊絲。在缺乏標(biāo)準(zhǔn)牌號焊絲時,可從基體金屬上切下狹條代用。較為通用的焊絲是HS311,這種焊絲的液態(tài)金屬流動性好,凝固時的收縮率小,具體優(yōu)良的抗裂性能。為了細(xì)化縫晶粒、提高焊縫的抗裂性及力學(xué)性能,通常在絲中加入少量的Ti、V、Zr等合金元素作為變質(zhì)劑。
選用鋁合金焊絲應(yīng)注意的問題如下:
1)焊接接頭的裂紋敏感性
影響裂紋敏感性的直接因素是母材與焊絲的匹配。選用熔化溫度低于母材的焊縫金屬,可以減小焊縫金屬和熱影響區(qū)的裂紋敏感性。例如,焊接硅含量0.6%的6061合金時,選用同一合金作焊縫,裂紋敏感性很大,
但用硅含量5%的ER4043焊絲,由于其熔化溫度比6061合金低,在冷卻過程中有較高的塑性,所以抗裂性能良好。此外,焊縫金屬避免鎂與銅的組合,因?yàn)锳l-Mg-Cu有很高的裂紋敏感性。
2)焊接接頭的力學(xué)性能
工業(yè)純鋁的強(qiáng)度最低,4000系列鋁合金居中,5000系列鋁合金強(qiáng)度最高。鋁硅焊絲雖然有較高的抗裂性能,但含硅焊絲的塑性較差,所以對焊后需要塑性變形加工的接頭來說,應(yīng)避免選用含硅焊絲。
3)焊接接頭的使用性能
填充金屬的選擇除取決于母材成分外,還與接頭的幾何形狀、運(yùn)行中的抗腐蝕性要求以及對焊接件的外觀要求有關(guān)。例如,為了使容器具有良好的抗腐蝕能力或防止所儲存產(chǎn)品對其的污染,儲存過氧化氫的焊接容器要求高純度的鋁合金。在這種情況下,填充金屬的純度至少要相當(dāng)于母材。
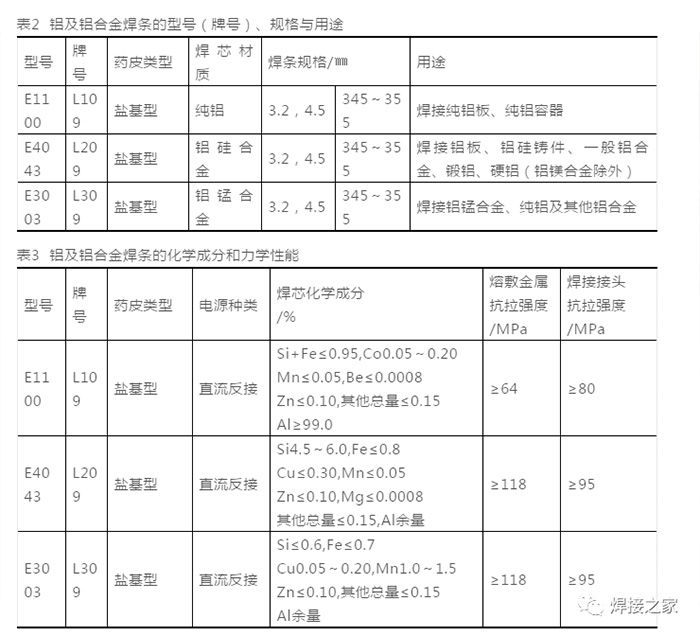
(2)焊條
鋁合金焊條型號、規(guī)格與用途見表2。鋁合金焊條的化學(xué)成分和力學(xué)性能見表3。
(3)保護(hù)氣體
焊接鋁合金的惰性氣體有氬所和氦氣。氬氣的技術(shù)要求為Ar>99.9%,氧<0.005%,氫<0.005%,水分<0.02mg/L,氮<0.015%。氧、氮增多,均惡化陰極霧化作用。氧>0.3%,則使鎢極燒損加劇,超過0.1%使焊縫表面無光澤或發(fā)黑。
鎢極氬弧焊時,交流加高頻焊接選用純氬氣,適用大厚度板;直流正極性焊接選用Ar+He或純Ar。
熔化極氬弧焊時,當(dāng)板厚<25㎜時,采用純Ar。當(dāng)板厚為25~50㎜時,采用添加10%~35%Ar的Ar+He混合氣體。當(dāng)板厚為50~75㎜時,宜采用添加10%~35%或50%He的Ar+He混合氣體。當(dāng)板厚>75㎜時,推薦添加50%~75%He的Ar+He混合氣體。
