
.png)

品中心.png)

于我們.png)

1、氣孔的類型
在焊接中產(chǎn)生的氣孔一般是氫氣孔、氮?dú)饪缀鸵谎趸細(xì)饪祝捎?A102不銹鋼焊條熔敷金屬的含碳量都很低,一般產(chǎn)生 CO 氣孔的可能性極小,在含氮類不銹鋼中容易產(chǎn)生氮?dú)饪祝诔R姷?8-8型不銹鋼中所產(chǎn)生的氣孔一般均為氫氣孔。
2、氣孔形成的主要因素
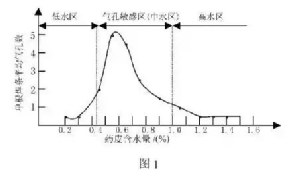
2.1 焊條藥皮的含水量
研究資料表面,不銹鋼焊條的氣孔敏感性與藥皮的含水量有極大的關(guān)系,藥皮含水量與單根焊條平均焊接氣孔數(shù)的關(guān)系,如圖1示。
2.2 熔敷金屬的硅含量
由于焊條焊接工藝性能的改善需要較大的增加藥皮中的硅酸鹽的比例,這時(shí)將有利于以下反應(yīng)的進(jìn)行:
這些反應(yīng)的進(jìn)行則使熔敷金屬的硅含量增加,硅是金屬表面活化元素,有抑制熔池中氫逸出的行為,從而提高焊接氣孔的敏感性。
2.3 藥皮配比中的碳酸鹽的含量
在不銹鋼焊條的配方中為改善焊條的焊接熔滴過渡狀態(tài), 其碳酸鹽的加入量比較低,致使電弧氣氛中的氧化勢低,氫分壓高,碳配鹽分解的CO2 、CO 量較少,不利于下列反應(yīng)進(jìn)行:

時(shí)熔渣中的CaO、MgO、MnO 濃度較低,又助長了滲硅反應(yīng)的進(jìn)行,使氫氣孔的敏感性增加。
2.4 氟化物的含量
由于在改善不銹鋼焊條焊接工藝時(shí)需要對氟化物進(jìn)行控制,因此限制了 CaF2 MgF2 NaAlF4 等類氟化物的焊接冶金去氫效果。
2.5 熔渣的堿度及物理性能
熔渣的堿度越低越易產(chǎn)生氫氣孔,同時(shí),熔渣的物理特性如界面張力、粘度、透氣性等均對焊接氣孔的形成起一定的作用。
3、提高抗氣孔能力的有效途徑
3.1 嚴(yán)格控制藥皮的含水量
根據(jù)藥皮含水量對焊接氣孔的影響,可控制低水系或高水系,由于高水系的焊條在一定程度上受原材料穩(wěn)定性的影響,還存在敏感的弧坑氣孔及內(nèi)部氣孔,同時(shí),根據(jù)現(xiàn)有的試驗(yàn)結(jié)果,高水系焊條機(jī)械性能的穩(wěn)定性較差,因此,我們選用低水系作為主要的研制方向。為了能比較完全的控制藥皮含水量,我們預(yù)先把一些加入量較多的硅酸鹽進(jìn)行先期的脫水處理,使之在加入較多量的硅酸鹽時(shí)仍能保證藥皮的含水量在較低的水準(zhǔn),同時(shí)配方中使用量較多的鈦酸鹽采用以高溫冶煉的人造金紅石,保證該部分材料不含任何化合水。
3.2 合理加入氟化物
實(shí)驗(yàn)證明,氟化物對冶金去氫是主要的,但是在加入量較多時(shí),焊條的焊接工藝性能惡化,電弧噪聲增大,飛濺增加,因此在保證其冶金去氫能力的前提下應(yīng)對其使用量加以控制,同時(shí),采用復(fù)合氟化物可提高去氫能力。
3.3 適當(dāng)增加碳酸鹽的加入量及提高熔渣的堿度
在一定條件下,碳酸鹽的加入量及熔渣的堿度偏低,焊條的抗氣孔能力仍然受到影響,同時(shí),焊條熔敷金屬的內(nèi)在質(zhì)量的提高又受到較大的制約,因此在滿足焊條焊接工藝性能的前提下盡量增加碳酸鹽的使用量,并以此提高熔渣的堿度是提高焊條抗氣孔能力的重要措施之一。
3.4 控制焊芯的含硅量及限制熔敷金屬的硅含量
由于硅對氫的逸出抑制作用較明顯,加上酸性熔渣的滲硅反應(yīng)也比較明顯,所以焊芯中的硅含量對氣孔的敏感性有一定的作用,加強(qiáng)熔渣的氧化性又能對滲硅反應(yīng)起到抑制的作用。
3.5 采用高模數(shù)低濃度水玻璃作為焊條的粘結(jié)劑
由于水玻璃模數(shù)的不同,其制造的煉燒溫度也存在較大的差異,模數(shù)越高,煉燒溫度越高,其含水量也越低,因此,在同等條件下,煉燒溫度越高,其含水量也越低。因而,在同等條件下采用高模數(shù)低濃度水玻璃可提高焊條的抗氣孔能力,但是在模數(shù)提高的同時(shí),要充分考慮到水玻璃模數(shù)對藥皮開裂的影響。
3.6 適當(dāng)提高焊條的烘焙溫度和延長烘焙時(shí)間
在合理設(shè)計(jì)焊條配方的前提下,可適當(dāng)提高焊條的烘焙溫度,延長高溫的保溫時(shí)間,盡量降低焊條的含水量,也是重要的工藝保證。
4、A102 焊條設(shè)計(jì)思路及基本性能
綜上所述,在新 A102 焊條的配方設(shè)計(jì)中采取以下綜合措施:
即通過對主要硅酸鹽材料進(jìn)行先期脫水,控制藥皮的含水量,采取復(fù)合氟化物,并引用氟化稀土強(qiáng)化冶金去氫效果,適當(dāng)增加碳酸鹽加入量及提高熔渣的堿度,適當(dāng)加大焊條的藥皮外徑,改善熔滴過渡狀態(tài),強(qiáng)化焊條的熔渣保護(hù)效果,嚴(yán)格執(zhí)行相關(guān)的烘焙工藝,可使設(shè)計(jì)的A102 焊條具有優(yōu)良的焊接工藝性能,很強(qiáng)的抗氣孔能力及優(yōu)良的機(jī)械性能。