何為挑弧焊?
當第一個熔池形成后 ,將焊條向上挑 ,但不熄弧,待熔池凝固后再將焊條引向第一個熔池上方點焊第二個熔池, 然后再將焊條向上挑,依次類推。挑弧焊一般用于焊材較薄或焊縫較寬的立焊縫。
技術特點
挑弧法動作比較單一,主要是加強焊件定位焊時根部間隙的控制,在打底焊過程中焊條不做擺動,只是做上下運動,動作較簡單。

注意事項
(1)在焊接試板定位點焊過程中要嚴格控制好對口間隙,間隙的大小直接影響到挑弧法打底焊接反面成形質量。
(2)在焊接試板兩端20mm內進行定位點焊, 間隙開始一側按打底焊條外徑(帶藥皮的外徑), 另一端比開始端的間隙加1mm。以打底焊接用2.5mm焊條為例,焊接試板對口間隙一側要留出3.5mm(2.5mm焊條帶藥皮直徑為3.5mm),另一側間隙要留出4.5mm。
(3)焊接試板兩側定位焊點焊接完成后,要將焊接試板兩端20mm內進行焊接加固,防止打底過程中因為定位焊點不牢而收縮造成間隙減小影響到打底焊接質量。
(4)打底時注意要在定位焊點處引弧,引弧后在定位焊點處預熱后拉電弧到定位焊點邊緣處進行焊接,壓低電弧使焊接試板坡口兩側形成較均勻的“熔孔”,當“熔孔”形成后立即上挑電弧,將電弧挑斷,然后按照此手法有節奏地起弧、挑斷電弧,從而控制熔池溫度,獲得良好的反面焊縫成形。
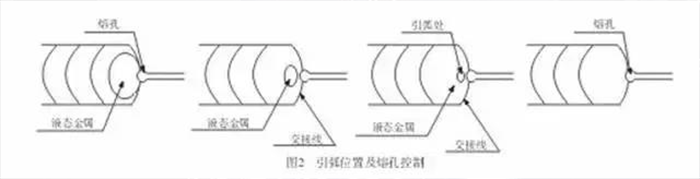
(5)焊條運條手法:不進行擺動,只有下壓上挑動作,第一點挑弧時焊條角度與試板為15°~20°,以后挑弧的焊條角度為焊條與試板30°~40°,注意電弧是用手腕挑斷的,挑弧法打底焊條與焊接試板角度如圖1所示。
(6)焊接過程中,要準確掌握好熔孔的成形及尺寸,熔孔兩側要保持一致,電弧應將坡口兩側鈍邊完全熔化,并準確地深入每側母材0.5~1.0mm。
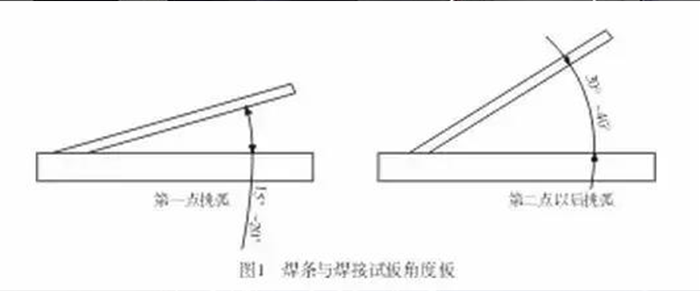
(7)要注意節奏及焊點搭接位置,每一個新焊點應與前一個焊點搭接2/3,保持電弧的1/3 部分在試板背面燃燒,用于加熱和擊穿坡口的根部鈍邊,形成新的焊點。引弧位置及熔孔控制如圖2所示。