





二氧化碳氣體保護焊是焊接方法中的一種,是以二氧化碳氣為保護氣體,進行焊接的方法。
二氧化碳氣體保護電弧焊(簡稱CO2焊)的保護氣體是二氧化碳(有時采用CO2+Ar的混合氣體)。由于二氧化碳氣體的熱物理性能的特殊影響,使用常規焊接電源時,焊絲端頭熔化金屬不可能形成平衡的軸向自由過渡,通常需要采用短路和熔滴縮頸爆斷、因此,與MIG焊自由過渡相比,飛濺較多。
但如采用優質焊機,參數選擇合適,可以得到很穩定的焊接過程,使飛濺降低到最小的程度。由于所用保護氣體價格低廉,采用短路過渡時焊縫成形良好,加上使用含脫氧劑的焊絲即可獲得無內部缺陷的高質量焊接接頭。因此這種焊接方法目前已成為黑色金屬材料最重要焊接方法之一。

一、二氧化碳氣體保護焊的各種參數
(1)焊絲直徑
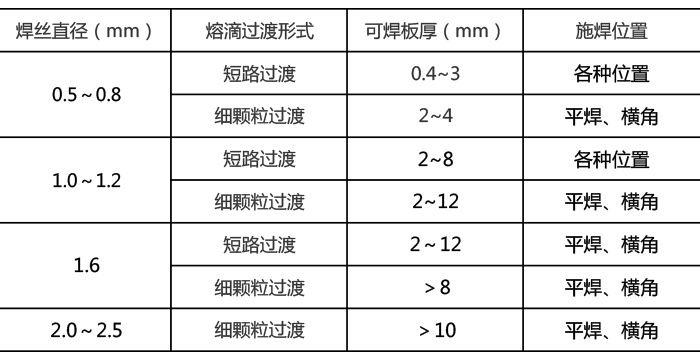
焊絲的直徑通常是根據焊件的厚薄、施焊的位置和效率等要求選擇。焊接薄板或中厚板的全位置焊縫時,多采用1.6mm以下的焊絲(稱為細絲CO2氣保焊)。
焊絲直徑的選擇參照下表
(2)焊接電流焊接電流的大小主要取決于送絲速度。
送絲的速度越快,則焊接的電流就越大。焊接電流對焊縫的熔深的影響最大。當焊接電流為60~250A,即以短路過渡形式焊接時,焊縫熔深一般為1mm~2mm;只有在300A以上時,熔深才明顯的增大。
(3)電弧電壓短路過渡時,則電弧電壓可用下式計算:
U=0.04I+16±2(V)
此時,焊接電流一般在200A以下,焊接電流和電弧電壓的最佳配合值見表。
當電流在200A以上時,則電弧電壓的計算公式如下。
U=0.04I+20±2(V)

(4)焊接速度
半自動焊接時,熟練的焊工的焊接速度為18m/h~36m/h;自動焊時,焊接速度可高達150m/h。
(5)焊絲的伸出長度
一般的焊絲的伸出長度約為焊絲直徑的10倍左右,并隨焊接電流的增加而增加。
(6)氣體的流量正常的焊接時,200A以下薄板焊接,CO2的流量為10L/min~25L/min.200A以上厚板焊接,CO2的流量為15L/min~25L/min.粗絲大規范自動焊為25L/min~50L/min。
二、焊接技能
1、平焊按焊槍運動方向分右焊法和左焊法(焊槍從右到左移動)二種。右焊法時熔池保護良好,熱量利用充分,焊縫外形較飽滿;但右焊法時不易觀察焊接方向,易偏焊。一般常用左焊法。
2、左焊法時,電弧對母材有預熱作用,熔寬增加,焊縫形成較平,且能看清焊接方向,不易焊偏。焊槍傾角約為10°~20°。
3、焊絲、焊口及周圍10~20mm范圍內必須保持清潔,不得有影響焊接質量的鐵銹、油污、水和涂料等異物。
4、引弧。一般都采用直接短路引弧,如果焊絲與焊件接觸太近或接觸不良都會引起焊絲成段爆炸。因此,一般在引弧前焊絲端頭與焊件保持2~3毫米的距離,并要注意剪掉絲端頭的球狀焊絲。引弧時要選好位置,采用倒退引弧法。
5、收弧。收弧時須填滿弧坑,焊槍在收弧處稍停片刻,繼續送氣保護,然后慢慢抬起焊把,并在接頭處使首層焊縫厚重疊20~50mm;不應立即抬起焊槍,否則弧坑容易形成氣孔。
6、焊接電流與電弧電壓是關鍵的工藝參數。為了使焊縫成形良好、飛濺減少、減少焊接缺陷,電弧電壓和焊接電流要相互匹配。在小電流焊接時,電弧電壓過高,金屬飛濺將增多;電弧電壓過低,則焊絲容易伸入熔池,使電弧不穩。在大電流焊接時,若電弧電壓過高,則金屬飛濺增多,容易產生氣孔;電壓過低,則電弧太短,使焊縫成形不良。
7、焊接電流是確定熔深的主要因素。隨著電流的增加,熔深和熔敷速度都要增加,熔寬也略有增加。送絲速度越快,焊接電流越大,基本上是正比關系。焊接電流過大時,會造成熔池過大,焊縫成形惡化。
8、隨電弧電壓的增加,熔寬明顯增加,而焊縫余高和熔深略有減少,焊縫機械性能有所降低。電弧電壓過高,會產生焊縫氣孔和增加飛濺;電弧電壓過低,焊絲將插入熔池,電弧不穩,影響焊縫成形。
9、焊絲伸出長度增加,將降低焊接電流,減少熔深,增加焊縫寬度。焊絲伸出長度過長時,容易形成未焊透,未熔合,增加飛濺,削弱保護,形成氣孔;焊絲伸出長度過短時,會妨礙對熔池的觀察,噴嘴易被飛濺堵塞,影響保護形成氣孔。為減少飛濺,盡量使焊絲伸出長度少些,但隨焊接電流的增大,其伸出長度應適當增加。
10、氣體流量直接影響氣體保護效果。氣體流量過小時,焊縫易產生氣孔等缺陷。氣體流量過大時,不僅浪費氣體,而且焊縫由于氧化性增強而形成氧化皮,降低焊縫質量。
11、焊接速度過快,會破壞氣體保護效果,焊縫成形不良,焊縫冷卻過快,導致降低焊縫塑性、韌性。焊接速度過慢易使焊縫燒穿,形成粗大焊縫組織。
12、禁止電風扇風向正對焊口,影響保護氣體。
13、焊接時手把要穩,焊接速度要均勻。產生焊瘤的重要原由是焊槍運行不均,造成熔池溫度過高,液態金屬凝聚遲鈍下墜,因而在焊縫外貌形成金屬瘤。