
.png)

品中心.png)

于我們.png)
二氧化碳?xì)怏w保護(hù)焊是目前最常用的焊接方法之一,今天小編給大家分享個(gè)資料,主要介紹CO2焊常見(jiàn)的缺陷及解決方法。
1.焊接工藝
焊接方法可分為: 平焊、仰焊、立焊
平焊分為: 左向焊法、右向焊法
左向焊法的優(yōu)點(diǎn): 焊縫熔深大,能看清焊縫,不易焊偏
左向焊法的缺點(diǎn): 不能看到熔池。
右向焊法的優(yōu)點(diǎn):能看清熔池,便于焊縫的成形與控制。
右向焊法的缺點(diǎn): 焊縫熔深淺,易焊偏。
立焊分為: 下向焊和上向焊
總結(jié):平焊適應(yīng)于全范圍的電流焊接,而仰焊和立焊只適應(yīng)于小電流焊接,焊絲干伸出導(dǎo)電嘴的長(zhǎng)度為焊絲直徑的10-15倍,焊接角度為45度。
2.MIG、MAG、CO2的區(qū)別
MIG:又稱為熔化極氬弧焊,用純氬氣作為氣源,主要用于焊接有色金屬,如 鋁、不銹鋼、銅等,如果對(duì)焊縫質(zhì)量要求很高,請(qǐng)選用藥芯焊絲。
MAG:又稱為富氬弧 即 Ar80%+CO 220%的混合氣體焊接,主要用于焊接碳鋼、不銹鋼等多種母材,此焊接工藝,可降低飛濺,焊縫成形美觀,適用于薄板和中厚板,但是焊縫熔深有點(diǎn)欠缺。
CO2:即純 CO 2氣體保護(hù)焊接,焊接時(shí)飛濺相對(duì)于MIG、MAG焊接飛濺稍大,但熔深大,適用于大電流焊接。注:我們購(gòu)買的二氧化碳?xì)怏w基本上是從造酒廠灌裝而來(lái),只要打開(kāi)氣體減壓閥,聞一下即可,辨別真假二氧化碳?xì)怏w。二氧化碳是無(wú)毒氣體。
3.三大電流過(guò)渡狀態(tài)
短路過(guò)渡: 即小電流焊接時(shí),電弧發(fā)出穩(wěn)定的“ Zi… Zi…”聲,聲音很連續(xù),此時(shí)焊縫成形美觀,飛濺少,適用于薄板焊接。
滴狀過(guò)渡: 中電流焊接,電流范圍一般在 180~270A之間,此時(shí)飛濺稍大,電弧有斷續(xù)的聲音,在焊接工藝中我們稱此段為“飛濺區(qū)”,此飛濺區(qū),在焊接工藝中,至今還沒(méi)有辦法解決。
射流過(guò)渡: 又稱亞射流過(guò)渡,此時(shí)飛濺極小,電流大,聲音發(fā)出“ Si..Si…”聲,焊縫成形美觀,從以上幾點(diǎn)我們?cè)诤附訒r(shí)應(yīng)著重選擇短路過(guò)渡及射流過(guò)渡焊接,但在要求不高的場(chǎng)合也可用滴狀過(guò)渡焊接。
運(yùn)條方法: 圓圈型、鋸齒型、往復(fù)型、月牙型等等多種方法。
4.計(jì)算焊接電壓的方法
我們?nèi)绻附幽骋环秶碾娏鳎瑒t電壓可由下式中求得:
焊接電壓=14+(0.05×焊接電流)
例:焊接 200A電流時(shí)需要多少焊接電壓?
14+(0.05×200)=14+10 =24V
注:在正常情況下,請(qǐng)選擇公式推算的電壓和電流,如果根據(jù)個(gè)人愛(ài)好,可增加 1~2伏電壓。
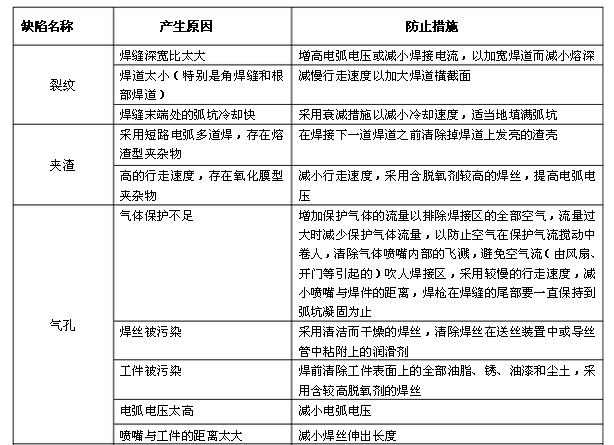
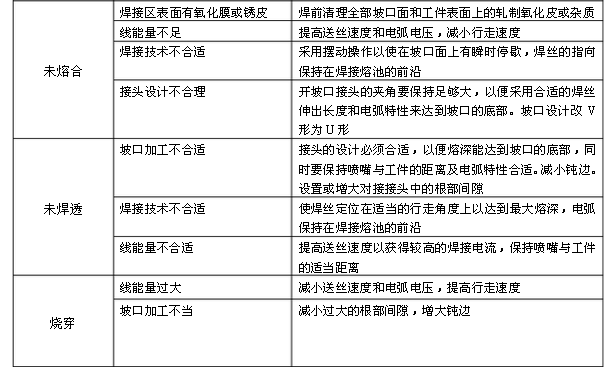
5.常見(jiàn)焊接缺陷及預(yù)防措施
6.焊機(jī)的日常維護(hù)
①定期檢查焊接電纜是否破損,及時(shí)發(fā)現(xiàn)及時(shí)處理。
②定期檢查輸入電源線是否破損缺相,發(fā)現(xiàn)問(wèn)題及時(shí)找電工處理。
③焊槍輕拿輕放,嚴(yán)禁敲打焊槍。
④定期由電工進(jìn)行焊機(jī)內(nèi)部除塵處理。
⑤定期檢查焊機(jī)接地是否良好。