





什么是平焊
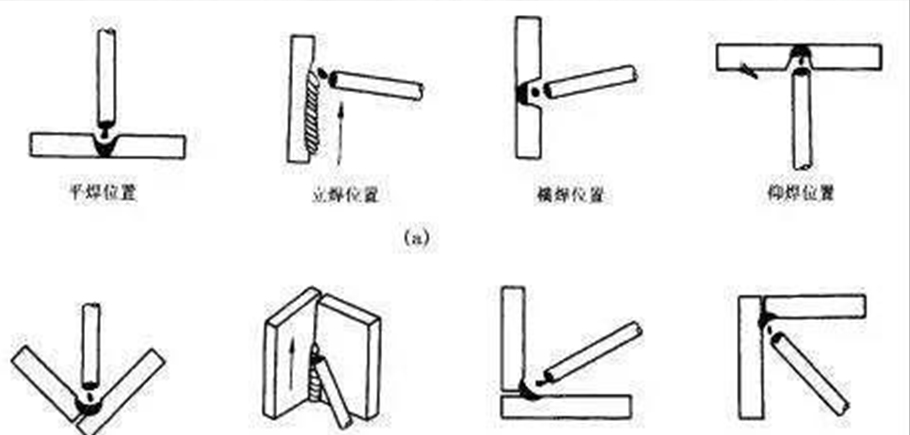
平焊是指焊接處在于水平位置或傾斜角度不大的焊縫,焊條位于工件之上,焊工俯視工件所進行的焊接工藝。這種焊接位置屬于焊接全位置中,最容易焊的一個位置。
平焊的特點是什么
①焊條熔液受電弧的吹擊作用和本身的動力,容易進入熔池,形成自然過渡。
②熔渣和鐵水不易流散,允許采用較粗的焊條和較大的電流,能形成較大的熔池,在熔池里熔渣熔液與液體金屬兩者反應均勻,能產生良好的結晶組織,因液體的熔渣與金屬不易流動,就容易控制焊縫的形狀和尺寸,使其達到美觀優質。
③因俯視進行焊接,操作簡單,方便初學者練習掌握,焊工操作輕松,不易疲勞。
④在焊件厚度允許的情況下,可以使用最大的焊接電流,因而工作效率高,應用廣泛。
⑤熔渣和鐵水易出現混在一起分不清的現象,或熔渣越前形成夾渣、氣孔等缺陷。
⑥由于焊接電流及坡口形式等焊接規范選用不當,以及運條方法和角度操作不當時,在焊接第一層焊道時容易造成焊瘤和未焊透。因此對接焊縫平焊時常采用雙面焊,即焊完正面后將反面的焊根用風鏟或碳弧氣刨開槽清根后再焊背面焊縫。
⑦單面焊要求雙面成形時,第一層容易產生透度不均勻、背面成形不良等現象,其余各層比較容易掌握。
平焊的操作要點
①正確控制焊條角度,使熔渣與液態金屬分離,防止熔渣前流,盡量采用短弧焊接。
②對于不同厚度的T形、角接、搭接的平焊接頭,在焊接時應適當調整焊條角度,使電弧偏向工件較厚的一側,保證兩側受熱均勻。對于多層多道焊應注意焊接層次及焊接順序。
③選擇合適的運條方法。
對于厚度小于6mm的工件一般采用不開坡口進行焊接,不開坡口的對接平焊正面焊縫時采用直線運條方法,反面焊縫也采用直線運條方法。為了保證焊透,電流可大些,運條速度也隨之增大。
對于開坡口的對接平焊可采用多層焊或多層多道焊,打底焊時采用直線形運條,焊條直徑和焊接電流均小些。多層焊時其余各層焊道應根據要求采用直線形、鋸齒形或月牙形運條。多層多道焊時采用直線形運條方法。
對于焊腳尺寸較小的T形接頭、角接、搭接接頭可采用單層焊,采用直線或斜鋸齒形、斜環形運條方法。焊腳尺寸較大時,一般采用多層焊或多層多道焊,第一層采用直線形運條方法,其余各層可采用斜環形、鋸齒形運條。多層多道焊時,一般采用直線形運條。
對于船形焊縫,為了保證根部焊透,其操作要點與開坡口對接平焊相似。